







Estació de retreball SMD BGA automàtica
1. Visió dividida, fàcil per a un principiant que mai va utilitzar una estació de retreball BGA.2. Substituïu, recolliu, soldeu i desoldeu automàticament. 3. Es poden emmagatzemar perfils de temperatura massius, que són convenients per ser seleccionats per tornar-los a utilitzar. 3 anys de garantia per a tota la màquina
Descripció
Estació de retreball SMD BGA automàtica
Es tracta d'una màquina madura amb experiències perfectes, els clients que van comprar la màquina DH-A2 a la seva satisfacció
la taxa és de fins al 99,98%, que s'utilitzava àmpliament a les indústries de l'automòbil, la informàtica i la telefonia mòbil, més d'1 milió de clients
estan utilitzant.


1.Aplicació d'una estació de retreball SMD BGA automàtica
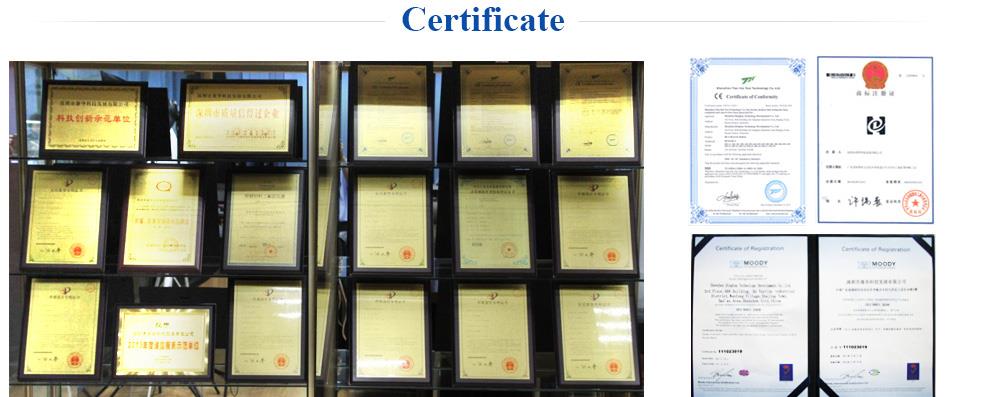
Per soldar, reballar, desoldar un tipus diferent de xips:
BGA,PGA,POP,BQFP,QFN,SOT223,PLCC,TQFP,TDFN,TSOP, PBGA,CPGA,xips LED.
2. Característiques del producte d'una estació de retreball SMD BGA automàtica

* Vida útil estable i llarga (dissenyat per a 15 anys d'ús)
* Pot reparar diferents plaques base amb una alta taxa d'èxit
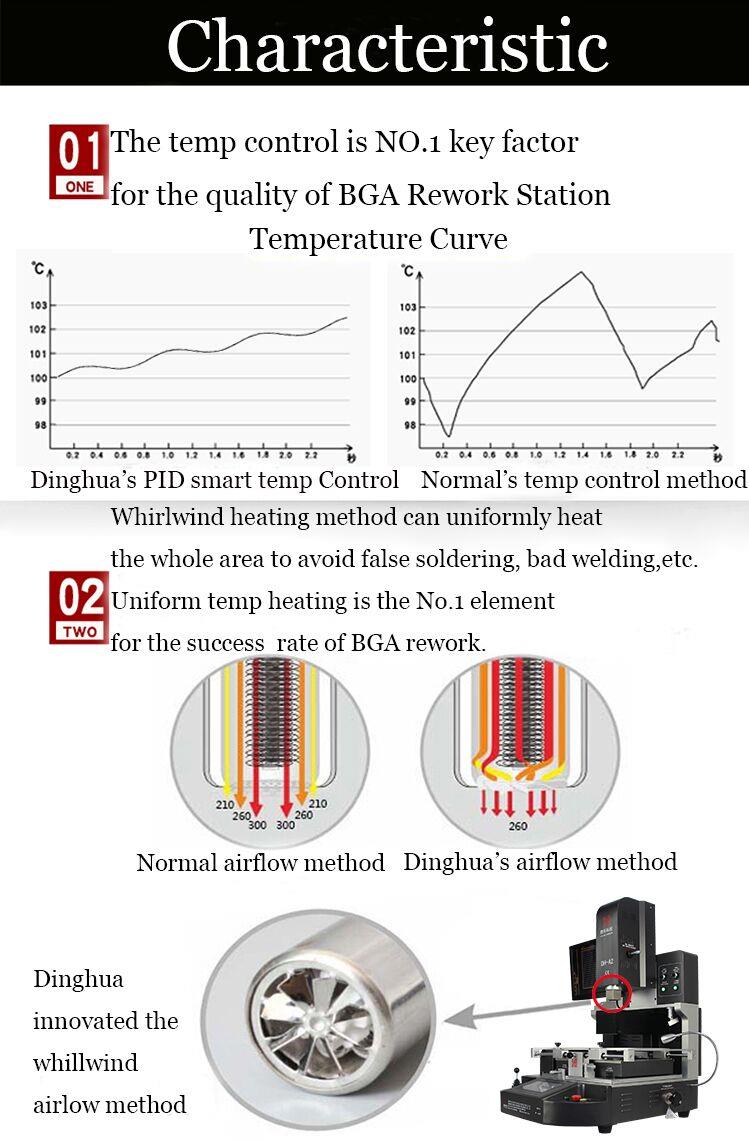
* Controlar estrictament la temperatura de calefacció i refrigeració
* Sistema d'alineació òptica: muntatge amb precisió en 0,01 mm
* Fàcil d'operar. Pot aprendre a utilitzar en 30 minuts. No es necessita cap habilitat especial.
3. Especificació de l'estació de retreball SMD BGA automàtica
| Font d'alimentació | 110~240V 50/60Hz |
| Taxa de potència | 5400W |
| Nivell automàtic | soldar, desoldar, recollir i substituir, etc. |
| CCD òptic | automàtic amb alimentador d'encenalls |
| Control de funcionament | PLC (Mitsubishi) |
| espai entre xips | 0,15 mm |
| Pantalla tàctil | aparició de corbes, ajust de temps i temperatura |
| Mida PCBA disponible | 22 * 22 ~ 400 * 420 mm |
| mida de xip | 1 * 1 ~ 80 * 80 mm |
| Pes | uns 74 kg |
4. Detalls de l'estació de retreball SMD BGA automàtica
1. L'aire calent superior i un aspirador de buit instal·lats junts, que recollirà convenientment un xip/component per alinear-lo.

2. CCD òptic amb una visió dividida per als punts d'un xip en comparació amb la imatge de la placa base a la pantalla d'un monitor.

3. La pantalla de visualització d'un xip (BGA, IC, POP i SMT, etc.) enfront dels punts de la seva placa base coincidents alineats abans de soldar.

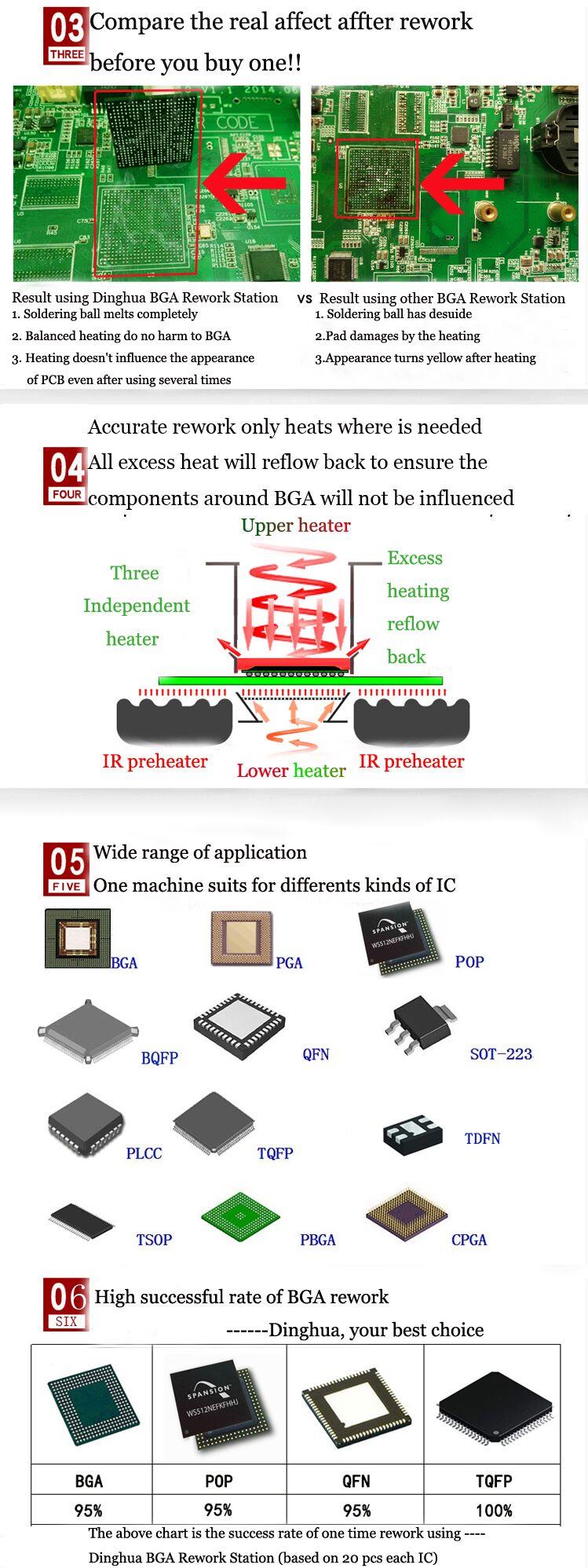
4. 3 zones de calefacció, aire calent superior, aire calent inferior i zones de preescalfament IR, que es poden utilitzar per a la placa base de l'iPhone petita,
també, fins a ordinadors i plaques base de TV, etc.

5. Zona de preescalfament IR coberta per malla d'acer, que s'escalfa de manera uniforme i segura.

5. Per què triar la nostra estació de retreball automàtica SMD BGA automàtica?
6.Certificat de màquina automàtica de reballadora BGA
Certificats UL, E-MARK, CCC, FCC, CE ROHS. Mentrestant, per millorar i perfeccionar el sistema de qualitat, Dinghua ha aprovat la certificació d'auditoria in situ ISO, GMP, FCCA, C-TPAT.
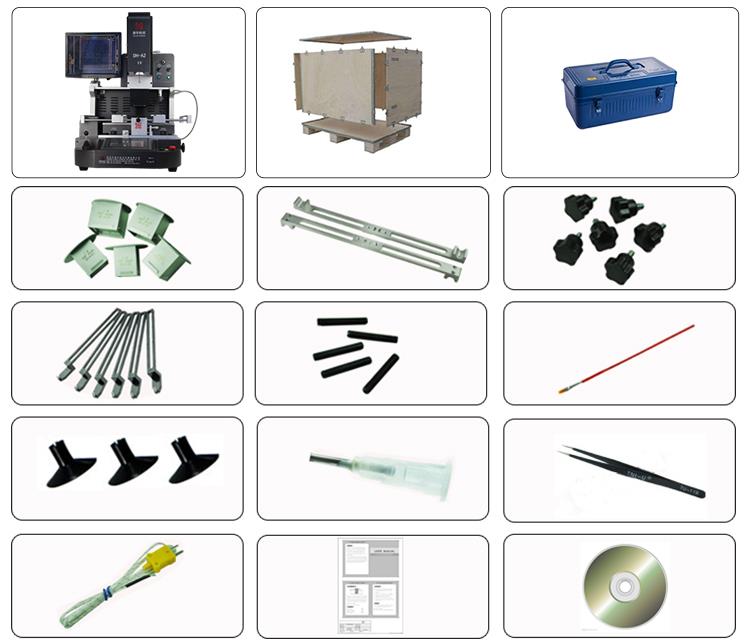
7. Embalatge i enviament de l'estació de retreball automàtica SMD BGA automàtica

8. Enviament perEstació de treball automàtica SMD SMT LED BGA
DHL/TNT/FEDEX. Si voleu altres condicions d'enviament, digueu-nos-ho. Us donarem suport.
9. Condicions de pagament
Transferència bancària, Western Union, targeta de crèdit.
Si us plau, digueu-nos si necessiteu un altre suport.
10. Guia de funcionament de l'estació de treball automàtica SMD SMT LED BGA
11. Els coneixements rellevants per a una estació de retreball SMD BGA automàtica
Com programar un perfil de temperatura:
Actualment, hi ha dos tipus d'estany que s'utilitzen habitualment en SMT: plom, estany, Sn, plata, Ag, coure i Cu. El punt de fusió de sn63pb37
amb plom és de 183 graus i el de sn96.5ag3cu0.5 sense plom és de 217 graus
3. Quan ajustem la temperatura, hem d'inserir el cable de mesura de la temperatura entre BGA i PCB, i assegurar-nos que
s'insereix la part exposada de l'extrem frontal del cable de mesura de la temperatura. Una mena de
4. Durant la plantació de boles, s'aplicarà una petita quantitat de pasta de soldadura a la superfície de BGA i la malla d'acer, la bola de llauna i la bola.
La taula de plantació ha d'estar neta i seca. 5. La pasta de soldadura i la pasta de soldadura s'han d'emmagatzemar a la nevera a 10 graus. Una mena de
6. Abans de fer el tauler, assegureu-vos que PCB i BGA estiguin secs i cuits sense humitat. Una mena de
7. La marca internacional de protecció del medi ambient és Ross. Si el PCB conté aquesta marca, també podem pensar que el PCB està fet per
procés sense plom. Una mena de
8. Durant la soldadura BGA, apliqueu uniformement pasta de soldadura a la PCB, i es pot aplicar una mica més durant la soldadura de xips sense plom. 9. Quan
soldar BGA, prestar atenció al suport del PCB, no subjectar massa fortament i reservar el buit de l'expansió tèrmica del PCB. 10. El
diferència principal entre estany de plom i estany sense plom: el punt de fusió és diferent. (183 graus sense plom 217 graus) la mobilitat del plom és bona, plom
- pobres lliures. nocivitat. Sense plom significa protecció del medi ambient, sense plom significa protecció del medi ambient
11. La funció de la pasta de soldadura 1 > ajuda de soldadura 2 > elimina les impureses i la capa d'òxid a la superfície de BGA i PCB, fent
millor l'efecte de la soldadura. 12. Quan es neteja la placa de calefacció infraroja fosca inferior, no es pot netejar amb substàncies líquides. Això
es pot netejar amb un drap sec i unes pinces!
Detalls d'ajust de temperatura: la corba de reparació general es divideix en cinc etapes: preescalfament, augment de temperatura, temperatura constant,
soldadura per fusió i soldadura posterior. A continuació, presentarem com ajustar la corba no qualificada després de la prova. En general, dividirem el
corba en tres parts.
La secció de preescalfament i escalfament a l'etapa inicial és una part que s'utilitza per reduir la diferència de temperatura del PCB, eliminar
humitat, evitar l'escuma i evitar danys tèrmics. Els requisits generals de temperatura són: quan el segon període de
S'ha acabat l'operació a temperatura constant, la temperatura de l'estany que hem de provar ha d'estar entre (sense plom: 160-175 graus, plom: 145-160 graus),
si és massa alta, vol dir que establim l'augment de temperatura. Si la temperatura a la secció de calefacció és massa alta, la temperatura a la
La secció de calefacció es pot reduir o es pot escurçar el temps. Si és massa baixa, augmenta la temperatura o augmenta el temps. Si el PCB
El tauler s'emmagatzema durant molt de temps i no es cou al forn, el primer temps de preescalfament pot ser més llarg per coure el tauler per eliminar la humitat.
2. La secció de temperatura constant és una part. En general, la configuració de temperatura de la secció de temperatura constant és inferior a la de
la secció de calefacció, per mantenir la temperatura dins de la bola de soldadura augmentant lentament per aconseguir l'efecte de temperatura constant. La funció
d'aquesta part és activar el flux, eliminar l'òxid i la pel·lícula superficial i els volàtils del propi flux, millorar l'efecte humectant i reduir
l'efecte de la diferència de temperatura. La temperatura de prova real de l'estany a la secció general de temperatura constant s'ha de controlar a
(sense plom: 170-185 grau, plom 145-160 grau). Si és massa alta, la temperatura constant es pot reduir una mica, si és massa baixa, la temperatura constant.
la ratura es pot augmentar una mica. Si el temps de preescalfament és massa llarg o massa curt segons la nostra temperatura mesurada, es pot ajustar
allargant o escurçant el període de temperatura constant.
Si el temps de preescalfament és curt, es pot ajustar en dos casos:
Després del final de la corba de la segona etapa (etapa de calefacció), si la temperatura mesurada no arriba als 150 graus, la temperatura objectiu (corbes superior i inferior) a la corba de temperatura de la segona etapa es pot augmentar adequadament o es pot allargar el temps de temperatura constant. adequadament. En general, es requereix que la temperatura de la línia de mesura de la temperatura pugui arribar als 150 graus després de l'operació de la segona corba. Una mena de
2. Després del final de la segona etapa, si la temperatura de detecció pot arribar als 150 graus, s'ha d'ampliar la tercera etapa (etapa de temperatura constant).
El temps de preescalfament es pot allargar tants com menys segons.
Com fer front al curt temps de soldadura posterior:
1. El temps de temperatura constant de la secció de soldadura posterior es pot augmentar moderadament i la diferència es pot augmentar tants segons com sigui possible
En l'actualitat, hi ha dos tipus d'estany comunament utilitzats en SMT: plom, estaño, Sn, plata, Ag, cobre i Cu. El punt de fusió de sn63pb37 amb plom és 183 graus i el de sn96.5ag3cu0.5 sense plom és 217 graus
3. Al ajustar la temperatura, hem d'inserir el cable de medició de temperatura entre BGA i PCB, i assegurar-nos de la part exposada del
extrem frontal del cable de medició de temperatura estigui inserit. Una espècie de
4. Durant la siembra de boles, s'aplicarà una petita quantitat de pasta de soldadura sobre la superfície de BGA, i la taula de sembra de malla de
acero, boles d'estany i boles han d'estar nets i secs. 5. La pasta de soldadura i la pasta de soldadura han d'emmagatzemar-se en el refrigerador a 10 graus .
Una espècie de
6. Antes de fer la placa, assegureu-vos que el PCB i el BGA estiguin secs i horneats sense humedat. Una espècie de
7. La marca internacional de protecció del medi ambient és Ross. Si el PCB conté aquesta marca, també podem pensar que el PCB està fet
per un procés sense plom. Una espècie de
8. Durant la soldadura BGA, aplique uniformement pasta de soldadura en PCB, i es pot aplicar un poc més durant la soldadura de viruta sense
plom. 9. Al soldar BGA, preste atenció al suport de PCB, no ho apriete massa, i reserveu l'espai d'expansió tèrmica de PCB. 10. La
principal diferencia entre el estaño y el estaño sin plomo: el punto de fusión es diferente. (183 degree sin plomo 217 degree ) la movilidad del plomo es buena,
sin plom pobre. nocivitat Sin plom significa protecció del medi ambient, sense plom significa protecció del medi ambient
11. La función de soldadura en pasta 1> ayuda para soldar 2>eliminant impureses i capa d'òxid a la superfície de BGA i PCB, millorant l'efecte
de soldadura. 12. Cuando se limpia la placa calefactora infrarroja oscura inferior, no se puede limpiar con sustancias líquidas. ¡Se puede netejar amb un paño sec i pinces!
Detalles d'ajust de temperatura: la curva de reparació general es divideix en cinc etapes: precalentamiento, augment de temperatura, temperatura constant, soldadura per fusió i soldadura per retroceso. A continuació, presentaremos cómo ajustar la curva no qualificada després de la prova. En general, dividirem la curva en tres parts.





